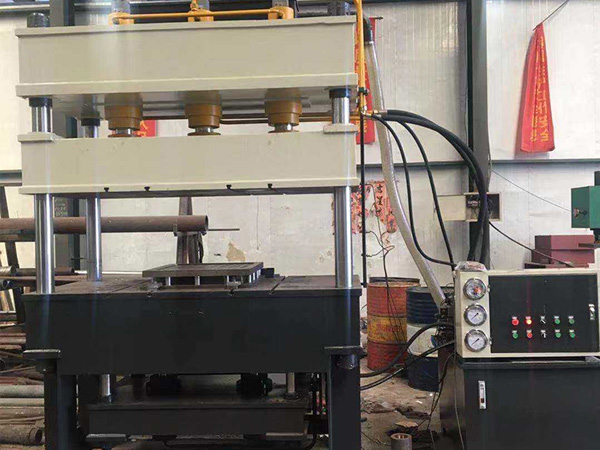
全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


作者:時間:2019-11-14 07:45792 次瀏覽
目前,對于膠帶跑偏和滾筒打滑等故障的監測技術比較成熟,而對于膠帶機的斷帶、撕帶、張力超限及火災等重大事故的監測沒有出現成熟的方法。本文重點介紹常見故障的診斷和處理方法。
常見故障的診斷和處理
膠帶機跑偏
膠帶機的跑偏是指在運行中輸送帶沿寬度方向偏移量超過%5時情況。跑偏將引起灑料,并損壞膠帶和托輥。跑偏的原因多種多樣,主要原因有:
(1)滾筒和托輥安裝不正,水平誤差較大
(2)膠帶接頭接口與水平線不垂直。
(3)膠帶下積煤過多,將膠帶擠向一側。
(4)給料偏向一側。
(5)機道底鼓造成機架偏斜。
(6)吊掛鏈受力不均勻。
(7)拉緊裝置調整不當。
(8)機身和鋼絲繩高低不一致。
在膠帶機中,通常都具有自動自動糾偏的功能和措施。主要有:安裝自動調心托輥組和托輥組支架沿輸送帶的運行方向前傾一個微小的角度。在自動調偏措施不能保證輸送帶正常對輸送機其它部件進行調整如下:
(1)中間跑偏的輸送帶,調整在此部位固定托輥組或降低跑偏一側的機架。
(2)調整溜煤嘴,使溜煤嘴的中心線與膠帶中心線重合。
(3)給料槽處跑偏,則需要重新調整給料槽的位置。盡量使溜煤嘴的中心線與膠帶中心線重合。
(4)接頭位置跑偏的輸送帶必須重新接頭。
2 鋼絲繩芯膠帶縱向撕裂的故障診斷
鋼絲繩膠帶的縱向撕裂主要發生在機尾裝載點處,其主要原因是落料極易扎傷輸送帶。另外,膠帶跑偏、膠帶接頭處有嚴重變形、繩卡上的斜鍥沒打緊等,都會影響產生縱向撕裂。鋼絲繩芯輸送帶價格昂貴,一旦發生縱向撕裂,就將造成重大的經濟損失,因此,外對于縱向撕裂的監測和保護裝置的研究一直十分重視。概括起來分為發生撕裂后輸送帶外部變化的監測和內部特性變化的監測兩類監測方式。
了解熟悉了膠帶機的常見故障的診斷和檢測方法后,我們才能更好的保養、維修、使用生產中的膠帶機,這對于保證礦山,提高煤礦企業效益,具有的意義。