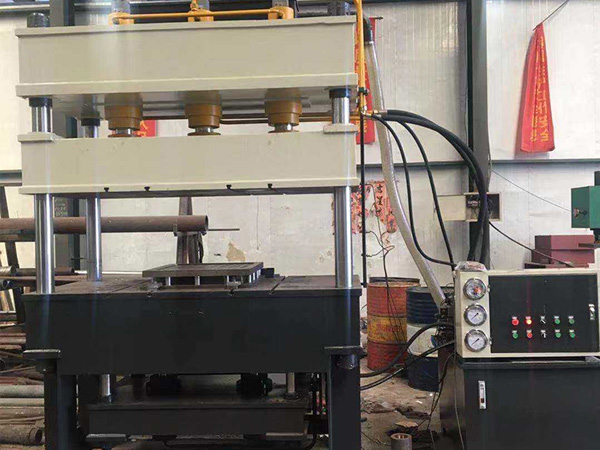
全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


作者:時間:2018-11-01 14:55631 次瀏覽
壓力油經上塊方向閥,一路至下塊液控單向閥控制其開啟,一路經上塊的液控單向閥進入主缸上腔。由于主缸下腔處于無支承狀態,滑塊與主缸活塞桿的自重使其“快速下行”,液壓機主缸上腔產生負壓,使充液閥開啟補油,滿足滑塊快速下行時的需要。
液壓機滑塊快下撞到行程開關SQ2時,電磁鐵YV7b失電,YV7a得電作用,下塊壓力閥的調壓閥定壓為2MPa,因而,滑塊與活塞桿的自重得以支承力,主缸上腔負壓消失,充液閥關閉,而使其減速。滑塊減速下行到接觸被壓制工件后,就開始升壓,直到上升到電接點壓力表的上限壓力值,由接點SP1-1接通發出訊號,上述電磁鐵失電,相應閥復位,油泵處于空負荷循環,主缸上腔的高壓油處于保壓狀態。操縱板上的時間繼電器動作開始計時,保壓時間長短可根據需要調整。在保壓時間內,如果主缸上腔的壓力降到電接點壓力表的下限值時,,內部接點SP2-2接通,發出訊號,電磁鐵YV1、7a、9又通電高壓油經液控單向閥又進入主缸上腔進行補壓,直到SP1-1再次接通,切斷電磁鐵電源。
當液壓機保壓狀態達到調定時間時,時間繼電器KT作用,機液壓原理發出訊號,使電磁鐵YV1、6、7a、11通電,則相應控制的閥換向,開始泄壓,由于電磁鐵YV11通電,使高壓油進入充液閥控制閥上腔,推動控制閥芯下行,打開卸荷閥芯的閥口,則主缸上腔的高壓油卸壓。另一方面由于YV6、7a通電,使帶液控單向閥閥塊的下塊方向閥被啟開,使系統壓力油2MPa的壓力,并控制上塊液控單向閥開啟。當主缸上腔壓力低于2MPa時,上塊液控單向閥開啟。SQ4作用發訊。電磁鐵YV1、6、10、11通電,高壓油進入主缸下腔,回程壓力由下塊的壓力閥調定(P=25.5MPa)。由于YV11繼續作用,控制活塞推動主閥芯繼續下行,使液壓機主缸上腔油液回到充液筒內。主缸開始回程動作。當滑塊回程撞到行程開關SQ1時,小型液壓機行程開關SQ1發出訊號,上述電磁鐵失電,回程停止,油泵又處于空負荷循環狀態。滑塊也就完成了一個半自動循環工藝過程。四柱液壓
在定壓成形工藝過程中,除上述的全壓壓制外,還可進行差壓壓制,將選擇按鈕接通差壓壓制,滑塊快速下行撞到行程開關SQ2時,電磁鐵YV1、6、9通電,相應控制閥換向。由于YV6作用,使液壓機主缸下腔與高壓油路接通,YV9作用使主缸上腔也與高壓油路接通,由于活塞頭部兩端受力面積不同。因而滑塊下行,下腔排出的油經高壓油路又進入主缸上腔,使其下行速度加快,當下行到預調壓力時,電報元件發訊號轉入下一動作。